

 全(quan)國服務熱線
全(quan)國服務熱線
拒(ju)絕假五軸,用上真(zhēn)五軸。
在生産中,最常(chang)見的通常是三軸(zhou)加工設備,其特點(dian)是在加工過程中(zhong)刀軸方向始終保(bǎo)持不變,機床隻能(neng)通過X、Y、Z三個線性軸(zhóu)的插補來實現刀(dāo)具在空間直角坐(zuo)标系的運動。更加(jia)高端的五軸與傳(chuan)統的三軸設備比(bǐ)較,有以下優點所(suo)在:
1. 保持刀具最佳(jiā)切削狀态,改善切(qiē)削條件
2. 有效避免(mian)刀具幹涉
3. 減少裝(zhuang)夾次數,一次裝夾(jia)完成五面加工
4. 提(tí)高加工質量和效(xiao)率
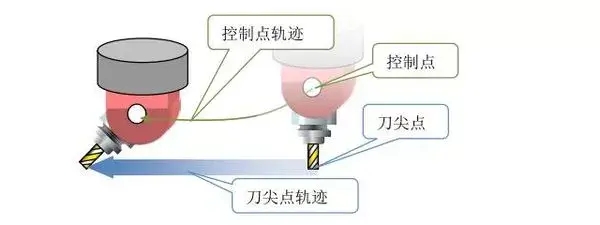

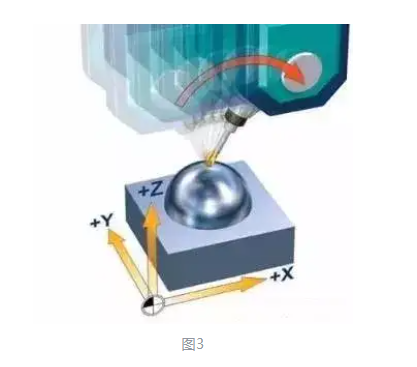
如(rú)圖3,RTCP功能開的情況(kuang)下,控制系統隻改(gai)變刀具方向,刀尖(jiān)位置仍保持不變(bian)。X,Y,Z軸 上必要的補償(cháng)運動已被自動計(ji)算進去。
假五軸機(ji)床在裝夾工件時(shí)需要保證工件在(zai)其工作台回轉中(zhong)心位置,對操作者(zhe)來說,這意味着需(xu)要大量的裝夾找(zhǎo)正時間,且精度得(dé)不到保證。真五軸(zhou)隻需要設置一個(gè)坐标系,一次對刀(dao)就可以完成加工(gōng)。
相關(guān)新聞
更多>>- 機(jī)床落地需要挖深(shen)地基嗎? 2025-12-13
- 爲什(shi)麽說五軸數控機(ji)床RTCP功能非常重... 2025-12-13
- 加工中心G41和G42怎(zěn)麽分别? 2025-12-13
- 上饶长鑫航空航(háng)天集团鑽攻中心(xin)和加工中心的有(you)哪... 2025-12-13
- 數控加工中心刀(dāo)庫形式和區别
- 車銑複(fú)合加工的優勢有(you)哪些?
- 五(wu)軸加工中心的幾(ji)種對刀方法建議(yi)收藏! 2025-12-13
- 立(li)式加工中心與卧(wo)式加工中心有什(shí)麽區... 2025-12-13
-
 全(quan)國服務熱線:
/
全(quan)國服務熱線:
/
-
 郵箱(xiāng):
@tsds.cc
郵箱(xiāng):
@tsds.cc
-
 傳真:
傳真:
-
 地址:
廣東省(sheng)東莞市大朗鎮新(xin)園一路13号興輝源(yuán)産業園1棟1樓
地址:
廣東省(sheng)東莞市大朗鎮新(xin)園一路13号興輝源(yuán)産業園1棟1樓
-
好友咨詢")
